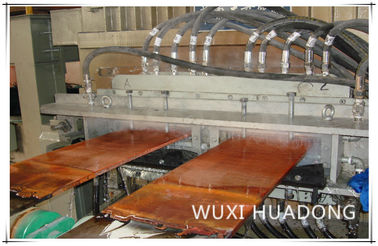
Up Ward 連続鋳造機は、リウェット長で無酸素銅の棒、管、平坦なビレットを製造する新しい技術です。無酸素銅のロッドと異形材を製造しており、高い導電性と低酸素含有量を特徴としています。従来のテクノロジーと比較してください。この新しい方法は設備投資が少なく、操作が簡単で、生産が経済的です。高品質の生産、生産サイズの変更に柔軟に対応し、環境を汚染しません。
銅陰極(パネル)→誘導炉(銅溶解→還元→溶解銅保持)→鋳造機構によりロッドを鋳造(銅が結晶化して固体になる)→引き取り→販売生産または次のプロセスへ。
| 1 | 精錬炉: | |
| 1.1 | 炉の総容量 | 5.0T |
| 1.2 | 炉の実効容量 | 2.5T |
| 1.3 | 炉電圧 | 380V |
| 1.4 | 炉出力 | 600KW |
| 1.5 | 融解速度 | 2t/h |
| 1.6 | 補償後の力率: | 0.95~1.0 |
| 1.7 | インダクタの相数と接続モード: | 単相直列接続 |
| 1.8 | 変圧器の定格容量: | 900KVA水冷単巻変圧器(380V受電、三相、 |
| 1.9 | コイル冷却モード: | 水冷 |
| 1.10 | 冷却水消費量: | 5m3/h |
| 1.11 | 炉の最高温度: | 1500℃ |
| 2 | 保持炉部 | |
| 2.1 | 炉の有効容量: | 4.0T |
| 2.2 | 有効鋳造能力: | 85dB未満 |
| 2.3 | 定格電圧: | 380V |
| 2.4 | 定格電力: | 250KW |
| 2.5 | 変圧器の定格容量: |
400KVA水冷単巻変圧器 (380V受電、三相、 無負荷ステップ電圧調整)。 |
| 2.6 | 補償後の力率: | 0.95~1.0 |
| 2.7 | 温度制御精度: | ±8℃ |
| 2.8 | 炉の最高温度: | 1300℃ |
| 2.9 | コイル冷却モード: |
水冷 |
| 3 | 型 | |
| 3.1 | 幅 | 330~500mm |
| 3.2 | 厚さ | 16〜20mm。 |
| 3.3 | 材料 | 1Cr18Ni9Ti ステンレス鋼、銅ブッシュ付き (T2 銅製) |
| 4 | 二次冷却装置 | |
| 4.1 | 水の消費量: | 3m 3/h |
| 4.2 | 水圧: | 0.2~0.3MPa |
| 5 | 出金機 | |
| 5.1 | 最大押し引き力: | 50KN |
| 5.2 | スピード: | スピード: |
| 5.3 | 最小ストローク範囲: |
0.1mm |
| 5.4 | 最短待機時間 | 0.01秒 |
| 5.5 | ACサーボモーター: | ジーンズモーター(11KW) |
| 5.6 | モーター定格回転数: | 3000r/分 |
| 5.7 | 静的トルク: | △Tw= 60K Mo (60時) 70N-M |
| 6 |
ダブルビレット油圧式アッパーシャーリングマシン:
|
|
| 6.1 | せん断力: | 600KN |
| 6.2 | せん断厚さ: | 20mm |
| 6.3 | せん断幅: | 500mm |
| 6.4 | せん断速度: |
0~5mm/秒 |
| 6.5 | せん断ストローク: | 80mm |
| 6.6 | シャーリングマシンの最大追従ストローク: | 200mm |
| 7 | コイラーマシンユニット | |
| 7.1 | 力: | 5.5KW |
| 7.2 | 回転速度: | 1420r/分 |
| 7.3 | コイラー変位ストローク: | 800mm |
| 8 | 油圧ステーション | |
| 8.1 |
溶解炉および保持炉用油圧ステーションのモーター出力:
|
2*7.5KW |
| 8.2 | 引抜機用油圧ステーションのモーター出力: | 2*7.5KW |
| 8.3 | 上部シャーリング用油圧ポンプのモーター出力: |
2*11KW
|
| 8.4 | コイラー用油圧ポンプのモーター出力: | 2*7.5KW |
梱包(返送は梱包)→溶解炉→化学分析→密閉洗浄機加熱→晶析装置→一次冷却→二次冷却→引出機→シャーリング機→コイラー
プロセス文書に従って原料を選択し、金属元素の融点、炉負荷割合、酸化燃焼損失の難易度に応じて供給手順を決定し、原料を溶解炉に装入します。製錬時には、一定の厚さの被覆剤を炉に追加し、適時に補充する必要があります。炉内の溶融銅が出銑温度に達したら、炉内の溶融銅の組成をラボテストします。出湯する前に、溶融銅内のクリンカーを完全に取り除きます。各炉の出湯後、スタートブロックとして約 800 kg の溶融銅を炉内に保持します。溶解室で溶融し、調整された銅溶湯を密閉型洗浄機を通して保持炉に移送し、銅溶湯の温度を制御し、保持炉内の銅溶湯を鋳造温度および一定のレベル範囲に保ちます。溶融銅は水準器の作用により晶析装置に流入し、晶析装置による一次冷却により板状の銅ビレットに晶析されます。引抜機による連続引抜きにより、必要な形状の板状ビレットが成形されます。プレートビレット出口には二次冷却装置が設置されており、冷却水の流量を調整可能です。これらの管理手段を採用する主な目的は、製品の品質を確保するために、結晶化温度とプロセスパラメータの安定化を確保することです。ストリップビレットの引出しはドラッガによって実現され、ドラッガによる引出し、停止、逆押しの時間は無段階に調整可能です。最適な制御パラメータは、さまざまな材料、さまざまな仕様、表面品質条件に応じて決定し、タイムリーに調整する必要があります。描画はPLCプログラムで制御し、描画、停止、逆押しのサイクル動作を実現します。
![]()
![]()
![]()
| いいえ。 | 機器名 | ユニット | 数量 |
| 1 | ライン周波数誘導溶解炉(溶解溝およびライニング建材を含む) | セット | 1 |
| 2 | 溶解炉の鉄心、ウォータージャケット、コイル | セット | 1 |
| 3 | タンディッシュ | セット | 1 |
| 4 | 線周波誘導保持炉(溶解溝、ライニング建材含む) | セット | 1 |
| 5 | 保持炉の鉄心、ウォータージャケット、コイル | セット | 1 |
| 6 | 建物内張り用金型 | セット | 1 |
| 7 | 晶析装置 | セット | 2 |
| 8 | グラファイトモールド | セット | 1 |
| 9 | 晶析装置の密閉鋼型 | セット | 1 |
| 10 | ダミーバー(ステンレス製) | セット | 1 |
| 11 | ダミープレート | セット | 1 |
| 12 | 晶析装置用冷却水分配装置 | セット | 1 |
| 13 | 二次冷却装置 | セット | 1 |
| 14 | 出金機 | セット | 1 |
| 15 | 油圧追従シャーリングマシン | セット | 1 |
| 16 | コアレスコイラー | セット | 2 |
| 17 | 溶解炉用水冷ケーブル | セット | 1 |
| 18 | 油圧システム | コンプリートセット | 1 |
| 19 | 電気制御システム | コンプリートセット | 1 |
| 20 | 溶解炉用調整変圧器(無負荷、段付) | セット | 1 |
| 21 | 保持炉用調整トランス(無負荷、有段) | セット | 1 |
| 22 | ガス保護装置 | セット | 1 |
| 23 | 表面温度計 | セット | 1 |
| 24 | 機械ユニット専用工具 |
![]()
![]()