真鍮の棒D100mmの横の連続鋳造機械1繊維の割れたタイプ炉を握る120KWの溶けることおよび80KW
Ⅰ。プロセス:
溶ける炉--シュート--炉型の把握--マイクロ旅行リバーシブルの鋳造機械--せん断機械を合わせること--油圧単位--冷却部--電気機械の制御装置
| 1.1純粋な金属か特別な条件の投げることのために、表面下のチャネル タイプの製錬把握組合せの炉か制御可能なチャネル タイプの製錬把握組合せの炉は採用することができます; |
| 1.2、管状型および特別型の鋼片は円形型作成のために、切口に長の合わせる鋸引き機械採用することができます; |
| 1.3、管状型および特別型の鋼片円形型作成のために、鋼片を受け取り、貯えるための物質的で標準的なプラットホームは採用することができます。 |
Ⅱ。指定:
| 2.1鋳造の指定の材料 *真鍮の棒 |
| 2.2棒の鋼片(円形型) * a.の直径の範囲-----Φ100mm *生産ラインのb.数-----1 -繊維 |
Ⅲ。真鍮の棒のための横の連続鋳造の生産ラインの装備細目基準表
| いいえ。 | 装置の名前およびSpec。 | 単位 | 量 | 注目 |
| 1 | 溶ける炉 | セット | 1 | 溶ける溝、コイル、水ジャケットおよび鉄心を含んで。 |
| 2 | シュート | セット | 1 | 1使用中および1のスタンバイ |
| 3 | 炉の把握 | セット | 1 | 溶ける溝、コイル、水ジャケット、鉄心、縦の温度の測定装置(特別作られる)、熱電対(プラチナおよびロジウムを含んでいます)および保護管を含んで。 |
| 4 | 溶解した鋼鉄貯蔵ひしゃくおよびシュート | セット | 1 | 炉の把握の焼結の後の型への移動材料のため。 |
| 5 | 型システム(Ф150) | セット | 6 | グラファイト型を含んで |
| 6 | Dragger (7.5KW) | セット | 1 | |
| 7 | 合わせられる鋸引き機械を自動追跡します | セット | 1 | |
| 8 | 物質的で標準的なプラットホーム | セット | 1 | チェーン ドライブ、3Mの長さ |
| 9 | ヘッダー タンク | セット | 1 | |
| 10 | 牽引のキャリアのローラー | セット | 1 | |
| 11 | 冷水のディストリビューター | セット | 1 | 電気炉の変圧器、リアクター、コイル、水ジャケット、水冷却ケーブルおよび型(第一次および二次冷却)のための冷水を含んで。 |
| 12 | 油圧装置 | セット | 2 |
油圧場所およびシリンダーを含んで |
| 13 | 電気炉の電気制御操作システム | セット | 1 | 溶ける炉および把握炉(Siemensは主要な電気要素のために選ばれます)のための制御キャビネットを含んで。 |
| 14 | プロセス制御操作システム | セット | 1 | 合わせられるサーボ モーターおよびプロセスの制御のため物質的で標準的なプラットホームの鋸引き機械および制御を自動追跡します。 |
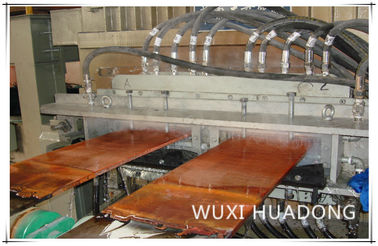
Ⅵ。真鍮の棒の横の連続鋳造機械の映像
炉を溶かし、握ります
![]()
型
![]()
DRAGGER
![]()
鋸引き機械
![]()
電気制御システム
![]()
![]()
![]()
![]()